














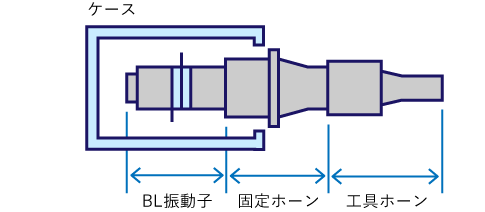
1. 超音波溶着機の構成

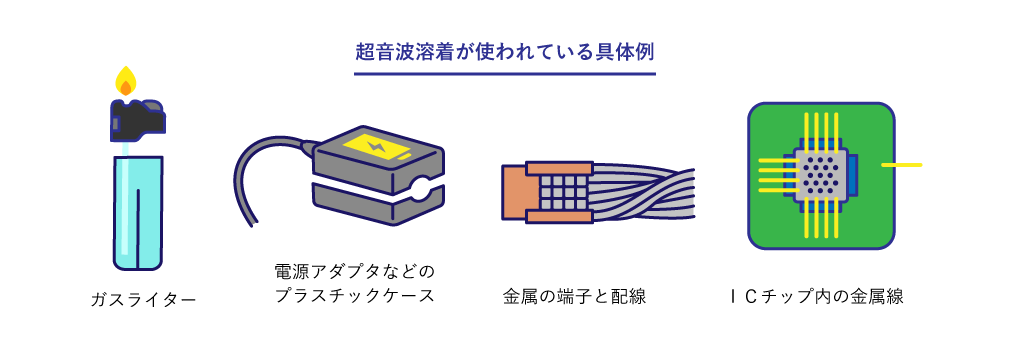
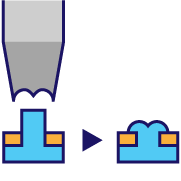
2. 超音波溶着の使用例
つける 溶着
3. 発振器
また、超音波溶着用の発振器は超音波洗浄用発振器と違い、「定振幅回路」を搭載しています。定振幅とはホーン先端振幅を一定にする機能となっており、溶着物の有無や加圧力などにかかわらず常に設定した振幅になるように作動し、安定した溶着ができるようになっています。なお、超音波振動用の電力を扱っているため「発信器」ではなく「発振器」と表記しています。
4. 振動子
5. 超音波溶着の種類とその周波数
超音波溶着機の作動周波数は15 kHz~200 kHzが実用化されており、溶着物の種類や溶着の範囲などから選ばれています。ガスライターのようなプラスチックケースの溶着は一般的に20 kHzの機器を使用し、接着剤などを使わずに1秒以内の溶着が可能です。また、溶着跡やはみ出しの無い高精度のプラスチック溶着を行う場合は、28 kHzや40 kHzが使われています。IC内部の金属線の溶着(ワイヤーボンダ)は60 kHz、120 kHz、200 kHz等の高い周波数が用いられています。
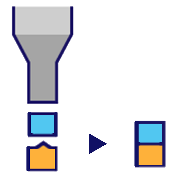
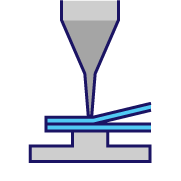
接合
熱可塑性のプラスチックを重ね、ホーンを押し当てながら超音波振動を与え溶着する。金属はアルミや銅、および金などの接合が行われている。
熱可塑性のプラスチックを重ね、ホーンを押し当てながら超音波振動を与え溶着する。金属はアルミや銅、および金などの接合が行われている。
インサート
プラスチック材に開けた穴に、金属などの他の材料を超音波振動を加えながら圧入する方法。他の方式に比べ変形や加工時間が少なく強度も高くなる。
プラスチック材に開けた穴に、金属などの他の材料を超音波振動を加えながら圧入する方法。他の方式に比べ変形や加工時間が少なく強度も高くなる。
カシメ(リベッティング)
プラスチックの突起部分にホーンを押し当て超音波を加えることで溶解/変形させ、板材などを固定する方法。熱加工に比べ、ガタが無く多点の同時加工が可能。
プラスチックの突起部分にホーンを押し当て超音波を加えることで溶解/変形させ、板材などを固定する方法。熱加工に比べ、ガタが無く多点の同時加工が可能。
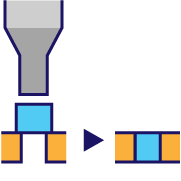
シール
プラスチックチューブなどの終端を重ね、ホーンを押し当てながら超音波振動を与え密封接合する。シールスピードが速く、また同時にカットも可能。
プラスチックチューブなどの終端を重ね、ホーンを押し当てながら超音波振動を与え密封接合する。シールスピードが速く、また同時にカットも可能。
6. 超音波溶着の原理
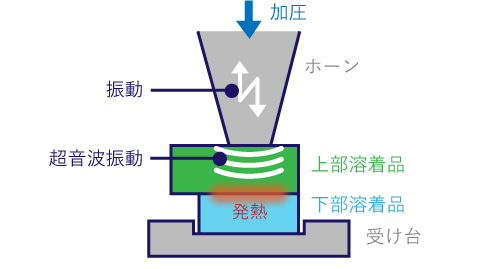
金属溶着においても同様に、金属内を超音波が伝搬し超音波振動が接合面にて金属どうしが摩擦を起こし、金属表面の酸化皮膜が破壊され、金属どうしがまじりあい接合します。
7. 超音波溶着の利点
1. 熱可塑性のプラスチックなら、ほぼすべての種類に適用できる
2. 多点同時溶着、連続溶着可能
3. 表面が汚れていても溶着可能
4. 溶着時間の大幅短縮が可能
5. 消耗品を使わないので、ランニングコストが少ない
6. 溶着時のみ通電のため、省エネ
7. 装置が小型、安価
| 溶着時間 | 強度 | ランニングコスト | 仕上がり | 自動化 | 再現性 | 臭い | 大型溶着 | |
|---|---|---|---|---|---|---|---|---|
| 超音波 | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | △ |
| 熱 | ○ | △ | ○ | △ | ◎ | ○ | ○ | ◎ |
| 摩擦/振動 | △ | ○ | ◎ | △ | ○ | ○ | ◎ | ◎ |
| レーザ | ◎ | ◎ | ◎ | ○ | ◎ | ◎ | ○ | ○ |
| 接着剤 | × | ○ | △ | △ | ○ | △ | × | ◎ |
8. こんな溶着機があります

超音波発振器
超音波溶着用の発振機は振動子の振幅を一定にする機能が搭載されています。
また、溶着状態を管理する機能を搭載している機器が一般的になってきています。
超音波溶着用の発振機は振動子の振幅を一定にする機能が搭載されています。
また、溶着状態を管理する機能を搭載している機器が一般的になってきています。

超音波プラスチック溶接台
振動子と加圧部から構成されています。振動子又は受台を可動して,被溶着物に圧力を加えながら超音波溶着を行います。
ウエルダ本体又はプレス装置とも言われています。
振動子と加圧部から構成されています。振動子又は受台を可動して,被溶着物に圧力を加えながら超音波溶着を行います。
ウエルダ本体又はプレス装置とも言われています。

超音波工具ホーン
ホーンとは加工や溶着などに必要な振幅となるようにした金属の共振体です。ネジで振動子などに取り付け使用します。
被溶着物や被加工物に超音波を伝送するホーンを工具ホーンと呼んでいます。
ホーンとは加工や溶着などに必要な振幅となるようにした金属の共振体です。ネジで振動子などに取り付け使用します。
被溶着物や被加工物に超音波を伝送するホーンを工具ホーンと呼んでいます。

ハンディータイプ
手に持って使用する超音波溶着機です。超音波ホチキスや小型のウエルダーなどがあります。
手に持って使用する超音波溶着機です。超音波ホチキスや小型のウエルダーなどがあります。

金属溶着機
超音波振動(横振動)により界面が互いに擦れ合うことで酸化皮膜や付着物を破壊・分散して金属の新生面を露出させ、
加圧による塑性変形により固相状態(母材の融点以下)で接合する工法です。
超音波振動(横振動)により界面が互いに擦れ合うことで酸化皮膜や付着物を破壊・分散して金属の新生面を露出させ、
加圧による塑性変形により固相状態(母材の融点以下)で接合する工法です。
超音波溶着機取り扱い企業

世界に先駆けて超音波ウェルダーを発売し、5000社を超える企業様との取引実績を積み重ねてまいりました。

小型、軽量のハンディタイプから多彩な機能を搭載した中・大型のタイプまで幅広いラインナップを取り揃えています。

抵抗溶接、パルスヒート、レーザ接合、超音波の4工法により、「くっつけたい」ニーズにお応えいたします。

超音波ミニ溶着器:安全・省エネ・エコロジーで楽々パック。空打ち防止機能の採用で耐久性向上しました。
BL振動子取り扱い企業
産業機器用や治療装置用など幅広い分野に採用されています。
ボルト締めランジュバン型振動子:圧電セラミックスが機械的に結合されているため、高振幅励振時においても破損がなく堅牢です。

圧電セラミックス振動子の専門メーカーとして、特長ある各種振動子を1品から量産品まで対応します。

なお、超音波溶着装置は溶着システムとも呼ばれ、回転型の搬送機やマルチヘッドタイプ、多軸ロボットタイプなど、用途に応じさまざまなシステムがあります。
この溶着システムのなかで、半導体ICの中にあるチップと金属電極間などを金属線(金線やアルミ線、銅線)で配線する装置をワイヤーボンダと呼んでいます。このワイヤーボンダには超音波溶着がなくてはならない機能となっています。
こんな超音波溶着装置があります

マルチヘッドタイプ
自動プラスチック溶着装置
プラスチックウェルダ本体を複数台搭載し、大型部品の多点同時カシメ等を自動で行う装置です。マルチヘッドタイプなので多点を同時に溶着することを可能とし、生産性の向上に貢献します。
自動プラスチック溶着装置
プラスチックウェルダ本体を複数台搭載し、大型部品の多点同時カシメ等を自動で行う装置です。マルチヘッドタイプなので多点を同時に溶着することを可能とし、生産性の向上に貢献します。

ロボット搭載式多点カシメ装置
本装置は、6軸ロボットに超音波溶着機を搭載し、位置や角度をプログラミングして多点のカシメを行う装置で、少量多品種に対応した仕様になっています。 超音波振動子部をカセット式にし、カシメ形状に合わせて交換することが可能です。1点当りのカシメ時間は数秒以下が可能です。(ワークの材質やボス形状により異る)
本装置は、6軸ロボットに超音波溶着機を搭載し、位置や角度をプログラミングして多点のカシメを行う装置で、少量多品種に対応した仕様になっています。 超音波振動子部をカセット式にし、カシメ形状に合わせて交換することが可能です。1点当りのカシメ時間は数秒以下が可能です。(ワークの材質やボス形状により異る)

フルオートマチック
半導体用ワイヤボンダ
フルオートマチックでIC内部の配線を行う金線ワイヤボンダです。幅広い品種に対応できるよう高周波と低周波の2周波の超音波を標準搭載しています。1ワイヤあたりのボンディング時間が0.043秒と超高速となり、また高性能画像認識システムを採用し高い生産性を実現しています。
半導体用ワイヤボンダ
フルオートマチックでIC内部の配線を行う金線ワイヤボンダです。幅広い品種に対応できるよう高周波と低周波の2周波の超音波を標準搭載しています。1ワイヤあたりのボンディング時間が0.043秒と超高速となり、また高性能画像認識システムを採用し高い生産性を実現しています。

ロータリーヘッド型超音波
半導体用ワイヤボンダ
本機はアルミ細線、中太線、太線/リボン、銅ワイヤに対応したロータリーヘッドタイプのワイヤボンダです。交換キットにより、1台のボンダでアルミ細線(25 μm)から銅太線(500 μm)までボンディング可能です。
半導体用ワイヤボンダ
本機はアルミ細線、中太線、太線/リボン、銅ワイヤに対応したロータリーヘッドタイプのワイヤボンダです。交換キットにより、1台のボンダでアルミ細線(25 μm)から銅太線(500 μm)までボンディング可能です。
超音波溶着装置取り扱い企業

2周波の超音波を標準搭載したフルオートマチックワイヤボンダ、ボンディング時間0.044秒/ワイヤを実現。
長年に渡る膨大な経験を基に、当社保有の様々な工法の中からお客様に最適な工法、自動化を提案いたします。
大型部品の多点カシメ、その他自動機などの用途に応じたシステムをご提案いたします。
