





| 1. 一般 | ||
|---|---|---|
| No. | 用語 | 説明 |
| 1-1 | 周波数 | 振動子を動作させるための周波数。 |
| 1-2 | 使用周波数 | 発振器が振動子を駆動する周波数の中心値。 |
| 1-3 | 駆動周波数 | 振動子が作動する名目上の周波数。 |
| 1-4 | 定格出力 | 発振器から連続して取り出すことができる高周波出力電力の名目上の上限値。 |
| 1-5 | 超音波出力 | 振動子又はホーンから気体や液体、固体等に放射される音響エネルギー。 |
| 1-6 | 定格入力電力 | 発振器が消費する電力の名目上の上限値。皮相電力(VA ボルトアンペア)で表記する。 |
| 1-7 | 定格入力 | 振動子に連続して印加できる高周波入力電力の名目上の上限値。 |
| 1-8 | 発振器出力電力 | 発振器から振動子に供給される実際の出力電力。 |
| 1-9 | 発振器 | 振動子を駆動するための高周波電力発生装置。超音波関連では、超音波振動用の電力を扱っているため「発信器」ではなく「発振器」と表記している。 |
| 1-10 | 振動子 | 発振器の出力電力を機械振動(超音波振動)に変換する電気機械変換器。現在、電歪型はPZT振動子が主に用いられている。磁歪型はフェライト振動子が主に用いられている。なお、超音波洗浄器の場合はPZT振動子をもちいたボルト締めランジュバン型超音波振動子(BL振動子)を言うことがある。又、超音波プラスチックウエルダーや加工機の場合は、BL振動子と固定ホーンが一体となったものを言うことが有る。 |
| 1-11 | 超音波用高周波電力計 | 超音波発振器から超音波振動子に供給される高周波電力を測定するための電力計。 |
| 1-12 | 負荷 | 超音波振動による機械エネルギーを吸収する媒質。ウエルダーの場合は溶着するプラスチックや金属などを言う。なお、洗浄機の場合は洗浄液や被洗浄物をさす。 |
| 1-13 | 型式 | 発振器、超音波振動子、溶接台及びホーンや受台などに、製造者が付与した識別番号。コード番号とも言う。 |
| 1-14 | 型式指定 | 超音波洗浄機・超音波加工機・超音波ウェルダーにおいて、総務大臣から、電波法関連法の技術基準に適合していることの指定を受けること。 |
| 1-15 | 定在波 | 進む波と反射してきた波が重なり、あたかも波の進行が止まり、振幅が同じ場所で繰り返されているように観測できる現象。定常波とも言う。 |
| 1-16 | 縦波 | 伝搬方向と平行方向に振動する波。波の進行方向と同じ方向に振動している波で、疎密波、P波(Primary wave ・ Longitudinal wave)ともいう。固体のほか気体や液体にも存在している。 |
| 1-17 | 横波 | 伝搬方向と直角方向に振動する波。波の進行方向と直角に振動している波でS波(Secondary wave ・ Shear wave)とも呼ばれ、固体にのみ存在している。 |
| 1-18 | 縦振動 | 面に対して垂直に振動する振動をいう。例として超音波溶着等の強力超音波では、溶着面などに対し垂直方向に伸縮する振動をいう。 |
| 1-19 | 横振動 | 面に対して平行に振動する振動を言う。例として超音波溶着等の強力超音波では、溶着面などに対し水平方向に伸縮する振動をいう。 |
| 1-20 | 面に対して垂直な軸の周りに、一定角度回転する振動を言う。たとえば、ネジのように水平にねじれる振動をいう。捩じり振動ともいう。 | |
| 1-21 | 棒または板の軸に垂直方向に変形する状態を「たわみ」と呼ぶ。たわみが波動として伝搬するものを「たわみ波」と呼び、たわみ波の定在波を撓振動という。 | |
| 1-22 | 進行波 | 一方向に進む波。音源から、ある方向に進み戻ってこない波。 |
| 1-23 | 振幅 | 振動の、中心の値と最大値との差、片振幅ともいう。 |
| 1-24 | 振動速度 | 振動面における変位速度、振動の変位振幅と共振角周波数との積で表す。 |
| 1-25 | 共振周波数 | 振動子を定電圧駆動したとき,振動子の振動面の振動速度が最大となる周波数。 |
| 1-26 | 超音波放射体 | 超音波振動のエネルギーを、媒体となる空中又は液中などに放射する振動体 |
| 1-27 | 電気音響変換効率 | 振動子の入力電力に対する音響出力の比、百分率(%)で表す。 |
| 1-28 | 音響出力 | 振動子の振動面から放射されるエネルギー |
| 1-29 | 電波法 | 電波の公平かつ能率的な利用と、公共の福祉の増進を目的にした法律。超音波関連では第8章 第100条に作動周波数が10kHz以上の機器が対象となる事が記載されている。昭和25年6月に施行。 |
| 1-30 | 高周波利用設備 | 超音波関連では超音波洗浄機、超音波加工機、超音波ウエルダなどが該当し、周波数が10kHz以上の高周波電流を持つ設備。 |
| 1-31 | 無線設備規則 | 電波法の関連法となり、無線設備及び高周波利用設備に関する規制を定めている。超音波関連は65条にノイズの値等が規制されている。 |
| 1-32 | 電波法施行規則 | 電波法(1-29項参照)の関連法。電波法の規定を施行するための事項及び委任に基く事項を定めている。申請・届出が必要な超音波関連機器は、本規則 にて「50Wを超える高周波出力を使用するもの」となっている。また型式指定制度(1-14参照)が規定されている。 |
| 1-33 | 無線免許手続規則 | 電波法(1-29項参照)の関連法。電波法施行規則(1-32項参照)に基づき、超音波機器の設備許可及び届出の手続に関する事項を定めている。 |
| 1-34 | 総合通信局 | 総務省の情報流通行政局となり、総合通信基盤局の一部業務を地方において担っている。不法無線局の取締を行っているほか、超音波機器などの高周波利用設備の許認可を行っている。略称は「総通局」(そうつうきょく)。 北海道・東北・関東・信越・北陸・東海・近畿・中国・四国・九州の10局と沖縄県に事務所がある。 |
| 1-35 | 電監 | 総合通信局の旧略称。 以前は電気通信監理局、電波監理局という名称であったことから、電監と呼ばれていた。 |
| 1-36 | 電気用品安全法 | 電気用品の製造・輸入・販売を行う場合の、機器の安全性と障害の発生防止、罰則を定めた法律。 通称は電安法。同法適合機にはPSEマークが表示されている。 |
| 1-37 | JEITA(ジェイタ) | 一般社団法人 電子情報技術産業協会(Japan Electronics and Information Technology Industries Association)の略称。電子情報技術産業の総合的な発展に資し、わが国経済の発 展と文化の興隆に寄与することを目的とした業界団体 。 |
| 1-38 | IEC | International Electrotechnical Commission(国際電気標準会議)の略称。1906年設立、現在130ヶ国以上が参加。あらゆる電気/電子工学技術規格を策定する国際的標準化団体。規格は専門委員会(Technical Committee:TC)が策定しており、超音波関連はTC87となる。 |
| 1-39 | TC-87 | IEC(国際電気標準会議)における超音波関連の規格を策定する専門委員会(Technical Committee:TC)。 当会が扱う強力超音波及び医療関連の審議を、10の作業グループ(WG)に分けて行っている。 強力超音波や振動子に関する規格はWG3が担当している。 |
| 2. あらう / 洗浄 | ||
|---|---|---|
| No. | 用語 | 説明 |
| 2-1 | 洗浄用超音波振動子 | 超音波を洗浄液中に放射して被洗浄物を洗浄する超音波放射体。超音波洗浄槽,超音波振動板、超音波投込振動子、ライン型超音波シャワー、スポット型超音波シャワー,ホーン型超音波振動子などの総称。 |
| 2-2 | 洗浄槽 | 洗浄液中に超音波を放射させるための容器。 |
| 2-3 | 超音波洗浄槽 | 洗浄槽の底面または側面に振動子を直接接合/接着した洗浄用超音波振動子。 |
| 2-4 | 超音波振動板 | 板状の金属板や樹脂板などに振動子を直接接合/接着し、洗浄槽にネジなどで取り付けて使う洗浄用超音波振動子。 |
| 2-5 | 超音波投込振動子 | 防水形の密閉ケースに振動子を直接接合/接着し、洗浄槽に沈めて使う洗浄用超音波振動子。 |
| 2-6 | ライン型超音波シャワー | 直線又はカーテン状に流れる洗浄液を介して超音波洗浄を行う洗浄用超音波振動子。 |
| 2-7 | スポット型超音波シャワー | 円柱状に流れる洗浄液を介して超音波洗浄を行う洗浄用超音波振動子。 |
| 2-8 | ホーン型超音波振動子 | 振動子に音響放射体(以下,ホーンという)を接続し、ホーン先端を洗浄液に入れ使用する洗浄用超音波振動子。 |
| 2-9 | 卓上型超音波洗浄機 | 発振器と超音波洗浄槽が同一筐体内に収納された超音波洗浄機。大型のものは一体型超音波洗浄機ともいう。 |
| 2-10 | 液温 | 洗浄用超音波振動子が,正常に動作する洗浄液の温度、又は洗浄液の温度範囲 |
| 2-11 | 最高使用液温 | 作動している洗浄用超音波振動子が耐え得る、液の最高温度 |
| 2-12 | 最低液深 | 超音波洗浄機が適正に作動し、洗浄を行うために必要な最低の洗浄液の深さ |
| 2-13 | 振動放射面 | 超音波が放射される振動面の範囲 |
| 2-14 | 洗剤 | 主に界面活性剤の働きを利用して汚れを除去する洗浄液。 液性がアルカリ性・中性・酸性がある。 |
| 2-15 | 洗浄剤 | 主に溶解作用で汚れを除去する洗浄液。 炭化水素系洗浄剤や有機溶剤系洗浄剤などがある。 |
| 2-16 | 定出力 | 超音波洗浄用発振器において、液深、液温、被洗浄物などの変化があっても、設定した超音波出力を維持すること。 |
| 2-17 | キャビテーション | 超音波を液中に照射すると、液中の微小気泡が音波により拡大と縮小を繰り返し、最後に圧壊して衝撃波が生じる現象。空洞現象とも言われている。 |
| 2-18 | FM発振 | 搬送波の周波数を変調信号に応じて変調させる変調方式。周波数変調の英訳FrequencyModulationの頭文字をとってFMと呼ばれる。 発振中心周波数近傍を、共振周波数に比べ低い周波数で時間的に変化させる方式。 |
| 2-19 | スイープ発振 | 搬送波の周波数を変調信号に応じて変調させる変調方式。発振中心周波数近傍を、共振周波数に比べ非常に低い周波数で時間的に変化させる方式。 |
| 2-20 | AM発振 | 出力を周期的に変化させる発振方式。振幅変調 (Amplitude Modulation)の略。 |
| 2-21 | 最適洗浄液深 | キャビテーションが発生しやすい液深を言う。キャビテーションは定在波が最もよく発生する液深で生じるため、波長の1/2の整数倍の液深となる。 |
| 2-22 | 最適洗浄位置 | 低周波超音波洗浄において、定在波により音圧が高くなる位置を言う。この音圧が周期的に高くなる位置にキャビテーションが多く発生し、良好な洗浄が行える。 |
| 2-23 | 水系洗剤 | 水を溶媒としているものを指し、アルカリ・酸・中性の洗浄液をいう。健康被害が起きにくい。 |
| 3. つける / 溶着 | ||
|---|---|---|
| No. | 用語 | 説明 |
| 3-1 | ホーン | 加工や溶着などに必要な振幅になるようにした金属の共振体。振動子にボルトで取り付け使用する。固定ホーン、工具ホーン等の総称。 |
| 3-2 | 固定ホーン | 振動素子と工具ホーンの間にネジなどで結合され,振動素子の振動振幅を増幅させ、且つ振動節部に取付用のフランジ等を備えたもの。コーンともいう。 |
| 3-3 | 工具ホーン | 被溶着物や被加工物などに超音波を伝送するホーン。 |
| 3-4 | ブースターホーン | 振動振幅を増減させ、工具ホーンに超音波を伝送させるホーン。単にブースターと呼ぶこともある。 |
| 3-5 | 受台 | 被溶着物を保持するための台をいう。受治具ともいう。 |
| 3-6 | 溶接台 | 振動子及び加圧部からなり,振動子又は受台を可動して,被溶着物に圧力を加える機能をもつもの。ウエルダ本体又はプレス装置ともいう。手動で加圧することもある。 |
| 3-7 | 超音波溶着 | 熱可塑性プラスチックの成形品などを加圧しながら,超音波振動で被接合個所を溶融し,冷却することによる接合する方法。 |
| 3-8 | インサート | 熱可塑性プラスチックの成形品に,金属など別の部品を,超音波振動などで挿入し固定すること。 |
| 3-9 | かしめ | 熱可塑性プラスチックの成形品にスタッド(ボス)を設け,穴の開いた金属板又は異質のプラスチック部品を挿入し,スタッドの頭部を超音波振動で溶かし機械的に固定すること。 |
| 3-10 | リベッティング | かしめ(加締め)の英文表記、3-9参照 |
| 3-11 | 定振幅 | 振動振幅を、負荷の有無にかかわらず一定に保つこと。 |
| 3-12 | 超音波ゲートカット | プラスチック成形において、ランナー部分(プラスチックを各製品に分枝する通路)にホーンを接触させ、超音波振動を与えることによりゲート(製品にプラスチックが流れ込む通路)と製品の境界部分に応力が集中し、製品が切り離されること。 |
| 3-13 | ストレートホーン | 直径又は断面積が一様な振動変位伝送体。 |
| 3-14 | プレートホーン | 板状のホーン。中央付近に振動分布の改善用スリットを設けることがある。 |
| 3-15 | ステップホーン |
面積の異なる一様断面棒を従属接合したホーン。
|
| 3-16 | コニカルホーン |
軸方向の断面積の変化が円錐関数となっているホーン。
|
| 3-17 | エクスポーネンシャルホーン |
軸方向の断面積の変化が指数関数となっているホーン。
|
| 3-18 | アンビル | 受治具、受台とも呼ばれ、プラスチック溶着において溶着される品物の位置を保持するための台。 |
| 3-19 | 超音波ワイヤボンダ | ICやLSI内の半導体チップの電極部と外部接続用のリードフレームの間を、金やアルミニウムなどの細いワイヤを用い接続するとき、超音波振動を加え短時間に信頼性の高い接合を行う装置 |
| 3-20 | 超音波スポット溶着 | 超音波を用いたスポット溶着は、超音波ホーン先端を、2枚重ねにした板状の樹脂に押しつけ、点付けの超音波溶着を行う溶着方法。 |
| 3-21 | 超音波ピアス加工 | 超音波振動を利用してプラスチック材を円形に打ち抜く工法。歪みやプレッシャーマークの少ない加工出来る。 |
| 3-22 | トリミング | 刃物に超音波振動を加えることで摩擦を減らし、柔らかい素材等を切断する技術。 |
| 4. きる・けずる / 切断・切削 | ||
|---|---|---|
| No. | 用語 | 説明 |
| 4-1 | 超音波加工 | 超音波砥粒加工と超音波振動研削加工の総称。 |
| 4-2 | 超音波砥粒加工 | 超音波振動している加工治具の先端と被加工物の間に砥粒を流しこみ、微量ずつ被加工物を破砕していく加工法。 |
| 4-3 | 砥粒 | 研削・研磨などの目的で使われる高硬度の粒状または粉末状の物質の総称。 |
| 4-4 | 切削抵抗 | 金属などの被切削材を切削する際、被削材がバイトなどの刃物を押し戻す力。 |
| 4-5 | 超音波カッター | ホーンの先端に刃物をネジなどで固定し、超音波振動を与え切断抵抗を減少させ効率よく切断する超音波機器。 |
| 4-6 | 超音波振動研削加工 |
先端が砥石状に加工されている加工治具に超音波振動を付加し加工する方法。 治具を回転させる場合や水平方向及び軸方向に移動させる場合や、これらを複合することがある。 |
| 4-7 | 超音波スピンドル加工 | 先端が砥石状に加工されている加工治具に超音波振動を付加し、治具を回転させて被加工物を加工する方法。超音波振動研削加工の一種。 |
| 4-8 | 超音波研磨 | 研磨工程において、工具又は工作物に超音波振動を付加し、研磨速度や加工精度などを向上させる方法 |
| 4-9 | 押切り | 刃物を対象物に押し付けて切る方法。刃物を前後に移動させない切断方法になる。 |
| 4-10 | 超音波布切カッター | 先端が扇状になった超音波ホーンを合成繊維の布に押し当てて切る装置。ホーンが押し付けられた部分は超音波振動により溶けて切断される。切断面の繊維は互いに溶着しホツレが生じない。 |
| 4-11 | 超音波打ち抜き | 打ち抜き治具に超音波を加え、プラスチックや段ボールなどを打ち抜く加工方法。従来のプレスに比べ1/4~1/6の加圧で加工が行える。 |
| 4-12 | 硬脆材料 | 硬質脆性材料の略。堅く割れやすい特性を持つ材料の総称、ガラス・石英・セラミック・ジルコニア等がある。 |
| 4-13 | カプラー |
超音波加工において、工具ホーンと工具を固定する「部品」を言う。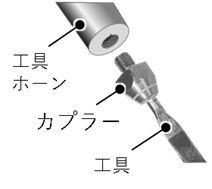
|
| 5. とかす / 分散・乳化 | ||
|---|---|---|
| No. | 用語 | 説明 |
| 5-1 | ホルダー | 容器内に処理対象液を一定流量で通過させ乳化/分散を行う場合の処理容器。 |
| 5-2 | ホモジナイザー | 液体に含まれる粒子などを微粒化し、均一化・乳化・分散する装置。 |
| 5-3 | 溶解 | 溶かす、溶けることであり、液体、固体、気体を液体に混合し均一な液相を形成する現象をいう。 |
| 5-4 | 分散 | 相混じらない二つの物質のうち、一方が微粒子の状態で他の物質中に一様に存在すること。 |
| 5-5 | 凝集 | 液体や気体などの媒質中に浮遊している状態の固体や液体などの微粒子が、超音波照射や温度変化などにより衝突合体し大粒子になること。 |
| 5-6 | 超音波乳化 | 本来は互いに溶け合わない液体どうしを、超音波振動で発生するキャビテーションを利用して混じり合った状態にすること。 |
| 6. うかす / 浮揚 | ||
|---|---|---|
| No. | 用語 | 説明 |
| 6-1 | 音響放射圧 | 音波の伝搬を遮るように置かれた物体の境界面に生ずる圧力。 |
| 6-2 | 定在波音響浮揚 | 定在波が発生している音場の節の位置に微小物体が浮揚する現象。 |
| 6-3 | 近距離場音波浮揚 | 超音波放射体からの放射圧により、放射体の極近傍で物体が浮揚する現象。 |
| 6-4 | 音響放射力 | ホーンの音波放射面から放射された音波の進行方向に生ずる押す力 |
| 7. はかる / 計測 | ||
|---|---|---|
| No. | 用語 | 説明 |
| 7-1 | パッシブ法 | 測定対象物自身が放射する音を検出する方法。 |
| 7-2 | アクティブ法 | 物体に超音波を送信し、反射してきた音を検出する方法。 |
| 7-3 | エコー | 音波の反射音、こだま。医療用では、人体の超音波検査のことを言うこともある。 |
| 7-4 | パルス法 | 試料に極短い音(パルス波)を伝搬させ、その音が何かに反射して戻ってきたときの、音の高さ変化や、伝搬時間から試料の傷や音速などを求める方法。 |
| 7-5 | 超音波流量計 | 液体や気体中を伝わる超音波の音速は、流れる方向は早く、流れに逆らう方向では遅くなることを利用し、センサー間の各到達時間から流速を算出し、管径と流速を掛け合わせ流量を表示する装置。流れを妨げず、圧力損失を生ずることなく流量測定ができる特徴をもつ。 |
| 7-6 | 超音波濃度計 | 測定液体に超音波を透過させ、超音波の減衰量から濃度変化を測定する装置。連続測定が行え、色やpH、電導度に影響されないので、さまざまな懸濁液が測定できる。 |
| 7-7 | 音速測定器 | 金属やセラミック、液体等を伝わる音の速さを測定する装置。一般的に超音波帯域で測定する。 |
| 7-8 | 超音波レベル計 | 測定対象物に向けて超音波を放射し、戻ってくるまでの時間を測定することで、測定対象物までの距離を計測する機器。非接触で液面や粉体など迄の距離を連続測定できる。 |
| 8. 振動子 | ||
|---|---|---|
| No. | 用語 | 説明 |
| 8-1 | BL振動子 | 圧電素子を金属のブロックではさみ、ボルトで締め付けた構造の振動子。ボルト締めランジュバン型振動子の略称。P. Langevin(仏)によって基本構造が発明された。 |
| 8-2 | ランジュバン型振動子 | 圧電素子を金属のブロックではさんだ構造の振動子。作動周波数が低い振動子が製作できる。P. Langevin(仏)の発明。 |
| 8-3 | 圧電素子 | 圧力や振動などの力が加わると電圧が発生し、逆に電圧が加えられると伸縮する誘電体素子のこと。ピエゾ素子、圧電セラミックスなどいともいわれる。 一般的にPZT(チタン酸ジルコン酸鉛)が使われている。 |
| 8-4 |
チタン酸鉛(PbTiO3)とジルコン酸鉛(PbZrO3)からなる固溶体。 Pb(Zr、Ti)O3と表され、チタン酸ジルコン酸鉛と呼ばれる。 超音波振動をさせた場合は低損失、高いQ値、高いキュリー点、高振動速度などの特徴がある。 |
|
| 8-5 | 誘電体に電界をかけたとき、機械的なひずみを生じる現象。電気ひずみともいう。 | |
| 8-6 | フェライト振動子 |
酸化鉄を主成分にコバルトやニッケル、マンガンなどを混合焼結した磁性体でセラミックの1種類。 交流磁界を加えることで、その磁界の周波数で伸び縮みする。 超音波機器にはパイ型(π型)の形状のものが使われていたが、BL振動子が主流となり現在は使用されていない。 |
| 8-7 | 磁性体に磁場を印加したとき、磁性体の長さが変わる現象。 | |
| 8-8 | 誘電結合 | 誘電体の片面と対辺に電極を設置しその電極に電圧を加え、生じた電界により誘電体の長さを変える結合方法 |
| 8-9 | 誘導結合 | 磁性体にコイルを巻きそのコイルに電流を流し磁界を生じさせ、磁性体の長さを変える結合方式 |
| 8-10 | 圧電セラミックス | 圧電素子の一種。圧電結晶と同様の圧電効果を有したセラミックスのことを言う。 |
| 8-11 | 積層型圧電アクチュエータ | 電圧を加えると伸縮する圧電素子を数十枚程度積層することで、小型で大変位と高い発生力が得られる圧電アクチュエーター。 |
| 9. きり / 霧化 | ||
|---|---|---|
| No. | 用語 | 説明 |
| 9-1 | 超音波 |
超音波振動を液体に伝え、霧を作り出すこと。この霧は熱を持たず、また手などが濡れないほど微細な粒子とすることもできる。 |
| 9-2 | ミストスクリーン | 細かな霧で構成された、透明な投影用スクリーン。 |
| 9-3 | 霧化分離 | 数MHzの超音波を混合液体に照射し液体をミスト化すると、それぞれの液はミストの大きさ(粒径)とミスト生成速度が異なり、その差を利用して液体を分離・精製・濃縮する方法。 |
| 9-4 | 超音波加湿 | 水を超音波霧化させ空中に放出することで、周囲温度を上げずに湿度を向上させる方法 |
